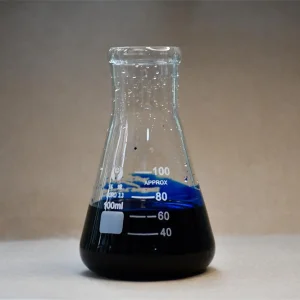
Optimized for automatic dosing systems, offering exceptional solubility, color consistency, and ecological safety certifications.

High stability cationic formulation designed for brown packaging board applications.
View Specification →
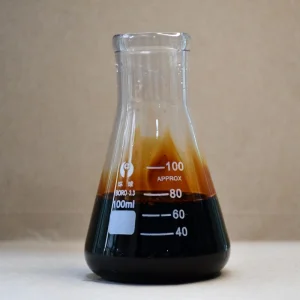
Ideal for consistent waste-paper dyeing and mechanical pulp coloring processes.
View Specification →
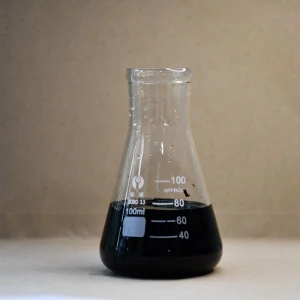
Brilliant, high-affinity liquid colorant perfect for specialized industrial paper dyeing.
View Specification →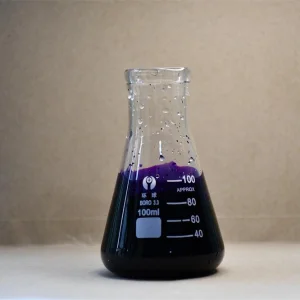
Highly concentrated liquid dye delivering exceptionally bright purple hues.
View Specification →London, while world-renowned as a financial and cultural hub, remains a critical epicenter for advanced technical logistics, packaging design, and high-value chemical specification across the United Kingdom. With the rapid expansion of e-commerce packaging requirements in the Greater London Area and the Southeast of England, local paper mills and recycling facilities face unprecedented pressures to upgrade their output quality while aligning with the strict regulatory standards of UK REACH and regional environmental laws.
Our role as a primary liquid dyes manufacturer and supply partner is to bridge the gap between high-yield industrial output and environmental stewardship. Modern London-based packaging manufacturers are transitioning from traditional powder-based colorants to precision liquid formulations. Liquid dyes eliminate airborne particulate pollution within local production spaces, offering factory workers a clean, dust-free environment while enabling absolute color uniformity in high-speed, continuous paper production lines.
By leveraging advanced logistics channels through the Port of London and local distribution depots, we ensure that premium liquid dyes—certified for safety and compliant with global sustainability programs like ZDHC (Zero Discharge of Hazardous Chemicals) Level 3—are delivered to your facilities on a just-in-time basis.

Understanding the molecular properties and advantages of liquid dye solutions over dry colorant powders.

Industrial dyeing requires absolute control over solubility and dispersion. Powdered colorants, while economical to ship, introduce significant process challenges: dust contamination, lung hazard risks for floor technicians, potential for uneven specking on the finished paper surface, and long dissolving cycles. Our engineered liquid formulations solve these issues natively.
Immediate Miscibility: Our liquid dyes are pre-dissolved and stabilized, meaning they immediately mix with the pulp slurry or dye bath without requiring high-shear mixers or heated vessels.
Perfect for Closed-Loop Automation: Modern mills rely on computerized dosing pumps. The low viscosity and high solubility profile of our liquid dyes prevent clogging in micro-nozzles, ensuring that dye input is adjusted dynamically in response to real-time color scanner feedback.
| Dye Category | Ionic Nature | Primary Substrate Compatibility | Key Advantage | Sustainability Standards |
|---|---|---|---|---|
| Basic Liquid Dyes | Cationic (Positive Charge) | Unbleached Kraft Pulp, Lignin-Rich Fibers, Recycled Waste Cardboard | Exceptional affinity for wood fibers, brilliant color depth, rapid absorption | ZDHC Level 3, GOTS Compliant |
| Direct Liquid Dyes | Anionic (Negative Charge) | Bleached Chemical Pulp, Fine Writing Paper, Tissue, Soft Fibers | High lightfastness, excellent bleed resistance, water solubility | ZDHC Level 3, Eco-Passport |
| Sulphur Liquid Dyes | Anionic / Colloidal | Heavy-duty packaging, Black kraft paper, Denim warp yarns | Deepest black tones, superior wash/light fastness, highly economical | ZDHC Level 3, Heavy-Metal Free |
Global leader in dye manufacturing, prioritizing quality, reliability, and certified ecological solutions.
Tianjin Sunrise Chem Group specializes in manufacturing and exporting high-quality dyestuffs. Our comprehensive color portfolio includes Direct dyes, Acid dyes, Basic dyes, Sulphur dyes, Solvent dyes, Liquid dyes, and Fluorescent brighteners.
Backed by decades of industrial manufacturing and export experience, we have built a global reputation for reliability and excellence. We serve diverse client bases across critical sectors, including denim, textile mills, leather tanneries, high-volume paper manufacturing, and plastics compounding.
We place stability and batch-to-batch consistency at the center of our manufacturing philosophy. Every single shipment undergoes strict colorimetric testing before leaving our loading docks. Our adherence to ZDHC Level 3 guidelines and our GOTS (Global Organic Textile Standard) certifications guarantee that your supply chain stays ahead of global environmental requirements.




For modern textile and paper manufacturers operating out of London or shipping into European markets, compliance with sustainability standards is no longer optional. The Global Organic Textile Standard (GOTS) and the Zero Discharge of Hazardous Chemicals (ZDHC) program form the dual pillars of modern responsible production.
ZDHC Certification: This system is a joint effort by major fashion brands, retailers, and chemical manufacturers to limit the discharge of hazardous chemical ingredients across the global textile and footwear supply chain. Achieving ZDHC Level 3 status—the highest level of verification—proves that our chemical compositions have been thoroughly analyzed by independent bodies to ensure they are free from banned substances, hazardous heavy metals, and persistent organic pollutants.
GOTS Certification: GOTS covers the entire production process of organic textiles. It dictates strict environmental criteria for the chemical inputs used during bleaching, dyeing, and finishing. Choosing GOTS-compliant liquid dyes from Sunrise Chem allows your downstream clients to market their products with confidence, maintaining trust and absolute compliance with environmental legislation.

Guaranteed elimination of restricted chemical compounds from the formulation.

Fully approved inputs for sustainable, organic fiber processing and paper milling.

Tested for harmful substances to ensure safety in direct-to-skin textile applications.
Operational photos showing our warehousing infrastructure, direct container shipping, and bulk dispatch handling.

Strategically organized bulk storage facilities ensuring continuous material flow for high-volume orders.

Sealed chemical storage drums ready for dispatch to major global pulp and paper mills.

Direct maritime shipping containers loaded securely to protect liquid drums during transit.

Secured bulk pallets of direct liquid dyes, optimizing safety and space efficiency for international cargo routes.

Export preparation showcasing our capability to meet tight delivery schedules for global partners.

Strict QC seals placed on drums to confirm batch integrity and safety verification before loading.
By establishing robust logistics relationships, we ensure consistent cargo handling, shared technical support resources, and transparent regulatory verification at every stage of the shipment.
Request Logistics & Lead Time QuoteA comprehensive inventory of liquid dyes, anionic direct colorants, and specialized technical dyes. Click any link to view details.
How we are engineering the next generation of eco-safe industrial liquid dyes for sustainable European paper mills.
Replacing fossil-derived solvents with biodegradable plant-based carriers to lower volatile organic compound (VOC) levels during pulp curing.
Enhancing fiber-affinity chemistry to ensure zero color bleed in food-grade wrapping papers, meeting strict compliance criteria.
Incorporating advanced lightfastness properties to protect dyed corrugated boards from fading during open sunlight transit.
Providing automatic dosing system integrations that calibrate based on real-time water-circulation turbidity measurements.
A summary of our specialty industrial products and applications. The original technical assets are listed below.

Exceptional penetrating colorant formulated specifically for premium chrome-tanned and vegetable-tanned leathers.

High-affinity dye ensuring brilliant, uniform shades on protein fibers with excellent wet fastness ratings.

An industry standard for deep black tones on animal fibers, showcasing excellent leveling and coverage properties.

Ultra-pure, fine-grade chemical dye formulated for forensic investigations and fingerprint detection.

Highly concentrated, fast-curing sulphur blue formulation designed for industrial cotton and denim processes.

Reliable direct dyestuff ensuring quick dissolution and level dyeing on woven cellulose fibers.

A high-efficiency yellow dye offering excellent affinity and bleed fastness on paper pulps.

Optimized for high-yield writing and offset printing papers, ensuring minimal backwater tinting.

A high-stability inorganic pigment delivering excellent heat resistance during polymer extrusion.

Premium quality crystal format nigrosine dye, providing high solubility and intense blacks for inks and plastics.

A reliable industrial acid dye, guaranteeing consistent shade leveling on wool and nylon fabrics.

A brilliant red dyestuff widely used in leather spray-dyeing and industrial textile processing.

A high-performance anionic azo dye, offering outstanding color yield and lightfastness properties for nylon and wool applications.
Direct technical answers addressing the storage, handling, environmental certifications, and chemical compatibility of our liquid dyes.
Our liquid formulations are engineered with advanced anti-settling agents to prevent crystallization. To maximize shelf-life, liquid dyes should be stored in a dry, ventilated area away from direct sunlight at temperatures between 5°C and 30°C. When stored properly, our liquid dyes remain fully stable, without precipitation or color strength loss, for at least 12 months from the manufacture date.
We work closely with third-party testing laboratories to audit our manufacturing inputs. Achieving ZDHC Level 3 status confirms that our dye formulas do not contain restricted substances, such as heavy metals or formaldehyde. Our Global Organic Textile Standard (GOTS) certification ensures that our products are fully compliant with eco-friendly chemical inputs for organic textile and paper manufacturing.
Generally, direct mixing of cationic (basic) and anionic (direct) liquid dyes in their concentrated forms is not recommended, as it can cause precipitation. We advise applying them at different points in your process, or checking with our technical support team to ensure your dosing systems prevent chemical interference.
For UK-based orders, we coordinate delivery through our logistics networks. Standard dispatch from our regional stocking warehouses takes 3 to 5 business days. Custom or large-scale bulk containers shipped directly from our primary manufacturing plants have a lead time of 4 to 6 weeks, including full UK Customs clearance support.