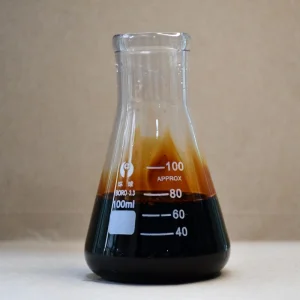
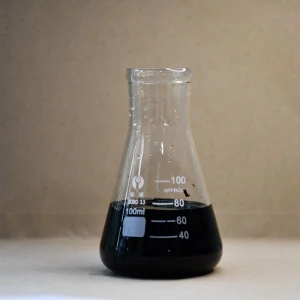
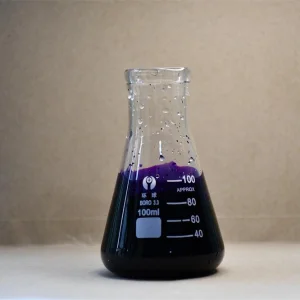
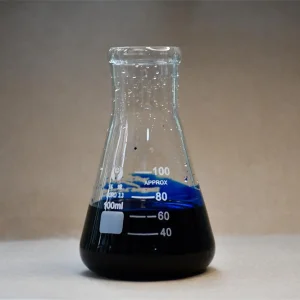
Featured Liquid Dyes - High Concentration Series
Explore our premium liquid formulations designed for uniform coverage, higher solubility, and dust-free application.






1. Executive Summary: The Structural Shift Towards Liquid Dyestuffs
In modern industrial coloring applications, the global supply chain is rapidly transitioning from conventional powder-form colorants to advanced liquid dyestuff formulations. As top-tier liquid dyes manufacturers and factories, we recognize that industrial users require higher operational efficiency, absolute dosing accuracy, and compliance with stringent environmental mandates. Traditional dye powders pose significant occupational hazards due to fine dust emission, and their dissolution curves frequently present inconsistencies that compromise terminal batch uniformity.
Industrial liquid colorants solve these operational headaches. They are pre-dissolved, highly concentrated, and homogeneous aqueous solutions or dispersions. These formulations can be pumped directly into automated metering systems in continuous processing mills. This eliminates the energy-intensive and dust-prone powder-dissolution steps, reducing process cycle times, lowering water footprint, and ensuring absolute shade consistency across millions of production meters.
"By implementing liquid dyestuff systems, large-scale paper and textile mills have documented up to a 35% reduction in color preparation times and a significant decline in batch-to-batch color variance. This directly enhances product yield and drives sustainable profits."
2. Macro-Industry Solutions: Meeting the Modern Packaging and Textile Demands
The rise of global e-commerce and the systemic push to replace single-use plastics has driven unprecedented demand for high-strength paper packaging materials. Industrial Kraft paper, testliner, fluting, corrugated cardboard, and luxury paperboards require specific color profiles, bleed-resistance, and high lightfastness. Our macro-level dye solutions cater directly to these requirements, providing mills with customized liquid direct and basic dyes that bond covalently and electrostaticly with cellulose fibers.
In the textile sector, specialized liquid dyes are essential for denim processing, synthetic fiber coloring, and complex blended fabrics. The modern factory ecosystem demands dyestuffs that exhibit clean, reliable runnability on modern high-speed continuous dyeing machines. We address this demand by manufacturing liquid dyes characterized by low salt content, high thermal stability, and low affinity to non-targeted processing components, thereby minimizing chemical waste in effluents.
Decades of Specialized Synthesis & Global Operations
Tianjin Sunrise Chem Group stands at the forefront of the global dyestuff synthesis sector, specializing in manufacturing high-performance colorants. Our comprehensive portfolio includes Direct dyes, Acid dyes, Basic dyes, Sulphur dyes, Solvent dyes, Liquid dyes, and Fluorescent brighteners.
With a strong chemical manufacturing base and decades of export experience, we have established a resilient network serving blue-chip partners in denim, textiles, leather, paper, and polymer industries. We focus intensely on chemical stability, ensuring that every batch exhibits exact spectrophotometric values before leaving our production facilities.

Global Technology Roadmap & Formulation Milestones
Phase 1: Precision Micro-Suspension & Dissolution Optimization
Developing molecularly stabilized liquid phases that prevent precipitation, settlement, or layer separation under dynamic storage conditions (temperatures ranging from -15°C to 45°C).
Phase 2: Eco-toxicological Compliant Chromatography
Eliminating heavy metals, restricted arylamines, and free formaldehyde from the synthesis phase to meet global Oeko-Tex, GOTS, and ZDHC Level 3 requirements.
Phase 3: Smart Automated Metering Integrations
Customizing viscosity, surface tension, and shear-resistance profiles to align with state-of-the-art auto-dosing systems used in modern intelligent factories.
Phase 4: Circular Dyeing Systems & Effluent Simplification
Designing dyes with optimal affinity to organic cellulose and synthetic fibers, leaving minimal unfixed active chromophores in wastewater streams to simplify mill water treatment.
ZDHC Level 3 & GOTS Standards
Our raw materials, synthesis pathways, and finished formulations are audited and certified to comply with the highest global green chemistry standards, ensuring smooth regulatory pathways for your exports.
Custom Shade Tailoring
Our lab technicians work closely with partner mills, analyzing pulp fibers, sizing agents, and process setups to formulate custom shade concentrations that optimize cost-efficiency.
Rigorous Batch Stability
Every dye batch undergoes UV spectrophotometric testing and application simulation trials to ensure viscosity, pH, and tinting strength remain identical over extended shelf lives.

Cooperation with Global Paper & Textile Mills
Cooperating with textile and paper mills for many years shows that the factory has established a strong and reliable business relationship. This kind of long-term collaboration brings numerous benefits, such as consistent orders, shared resources, and mutual support. It also indicates that our factory has a proven track record of delivering quality products and meeting the complex operational needs of our partners.
Our core mission is to drive business growth by providing reliable, stable, and customized colorant solutions. We aim to contribute to our customers' success by delivering first-class liquid colorants and exceptional customer service. By building lasting partnerships, we strive to be a catalyst for our clients' success on a global scale.
Environmental Protection & Eco-Toxicological Safety
Environmental protection is the cornerstone of our innovation. We dedicate ourselves to providing clients with eco-friendly, high-quality colorants that balance productivity with environmental harmony, driving the industry towards a more sustainable development path while delivering high-performance products—for a greener textile industry and a sustainable future.

ZDHC Level 3

GOTS Certified

ISO 9001 Quality

ISO 14001 Env

SGS Audited
ZDHC Level 3 Program Compliance: The Zero Discharge of Hazardous Chemicals (ZDHC) program is a collaborative effort by leading global brands, retailers, and chemical manufacturers to systematically eliminate hazardous chemicals from industrial supply chains. Achieving ZDHC Level 3 status indicates that Sunrise Chem's products have undergone third-party formulation review and testing, ensuring no hazardous chemical components are released into our ecosystems.
Global Organic Textile Standard (GOTS): The GOTS certification ensures the organic status of textile products from the harvesting of raw materials to environmentally and socially responsible manufacturing. By sourcing GOTS-certified dyes, paper mills and textile brands can guarantee minimal chemical inputs, reduced processing footprints, and strict adherence to environmental and ethical labor standards throughout production.
Warehouse Operations & Packaging Safety
Showcasing our streamlined production, state-of-the-art warehouses, and heavy-duty global shipping logistics.






Decades of Export Success: Navigating Custom Clearances and Localized Regulations
Operating in international chemical markets demands more than manufacturing capabilities; it requires a deep understanding of local laws, ecological registries, and shipping compliance. Sunrise Chem has spent decades establishing secure partnerships across Europe, the Americas, and Southeast Asia. We prepare customized export documents, REACH registration dossier validations, and material safety data sheets (SDS) tailored to meet the destination country's regulations.




Whether you are importing basic brown liquid, direct blue 199, or sulphur black liquid, our logistics teams secure priority loading slots and package the liquid dyestuffs in robust, seal-tested Intermediate Bulk Containers (IBCs) or heavy-duty drums. This guarantees that your chemicals arrive in perfect condition, with no risk of leakage, degradation, or temperature-induced separation.
Our Specialized Industrial Portfolio
Beyond our primary liquid dyes, our synthesis pipelines actively produce high-grade powder formulations and specialty chemical indicators. This guarantees that mills with dual-processing setups (both powder-dissolving and direct-liquid dosing systems) can source their colorant portfolios from a single, reliable manufacturer.












Technical Q&A for Procurement Directors
Detailed explanations regarding chemical properties, application logistics, and order customizability.
Complete Liquid Colorant Portfolio
Verify links and technical specifications of our primary export-grade liquid dyestuffs listed below.