Select industrial-grade liquid and powder dyes engineered for maximum visibility, UV stability, and chemical compatibility.






Modern agronomy demands far more than basic color addition. Fertilizer dyes play a critical structural role in multi-billion dollar agricultural supply chains by serving as active marking tools, safety indicators, and branding mechanisms. As a leading specialized manufacturer, we understand that fertilizer colorants must survive aggressive chemical matrix environments, intense ultraviolet exposure, and varying pH values in both solid granular and highly concentrated liquid systems.
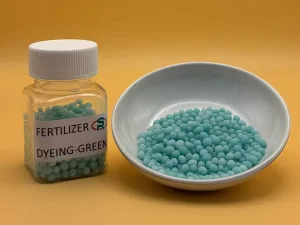
From an operational standpoint, our high-purity fertilizer dyestuffs facilitate precise field application tracking. The vibrant hues prevent localized over-application or under-application of essential mineral fertilizers, such as nitrogen, phosphorus, and potassium (NPK). This visual control mechanism helps agricultural organizations minimize environmental runoff while maximizing crop yield efficiency.
Furthermore, color serves as a critical hazard mitigation tool. Industrial-strength chemicals, seeds treated with pesticides, and specialized turf treatments must be clearly distinguishable to satisfy global safety regulations. Tianjin Sunrise Chem Group delivers specialized, eco-friendly colorants that align with modern regulatory frameworks while preserving chemical performance.
To achieve optimal color performance on solid or liquid substrates, our chemical formulations are engineered against rigorous performance indices:
Ensures color vibrancy resists degradation under prolonged sunlight and storage conditions.
Maintains chromophore integrity in both acidic urea-ammonium nitrate mixes and basic phosphate blends.
Reduces product dusting and micro-particle separation during physical bulk transportation and loading.
Designed with environmentally benign chemical pathways to support sustainable farming ecosystems.
Over two decades of chemical innovation, supply stability, and international export leadership.

Tianjin Sunrise Chem Group specializes in manufacturing high-quality dyestuffs. Our diverse product portfolio includes Direct dyes, Acid dyes, Basic dyes, Sulphur dyes, Solvent dyes, Liquid dyes, and Fluorescent dyes. Backed by decades of industry and export experience, we have built an enduring reputation for reliability and excellence, serving clients from diverse global sectors including denim, textile, leather, paper, plastics, and agricultural formulation industries.
Our long-term collaboration with major global textile and paper mills is a testament to our industrial capability. By providing consistent orders, shared resources, and reliable quality, we act as a catalyst for our clients' success. Each batch of colorant undergoes rigorous pre-shipment laboratory analysis before dispatch, guaranteeing that the technical parameters match our clients' strict demands.
Why global agricultural enterprises partner with Chinese chemical manufacturers for volume, reliability, and cost-efficiency.
In the fertilizer market, supply chain disruptions can delay production and cost agricultural enterprises millions. China's chemical manufacturing sector offers unmatched vertical integration. Our facility secures raw materials at scale, minimizing price fluctuations and shielding clients from global market instability.
Our location in Tianjin offers direct access to major shipping ports. This enables us to streamline shipping routes to Europe, North America, South America, and Southeast Asia. We maintain massive production capabilities, allowing us to rapidly scale production to meet seasonal demands.
By optimizing our manufacturing lines, we maintain competitive costs without sacrificing colorant purity. Our continuous production lines use automated controls to ensure consistent particle size and color concentration across all batches.




Aligning chemical synthesis with strict global environmental standards for sustainable agriculture.
Environmental stewardship is a key driver of our product development. Today's global agricultural buyers face strict environmental rules regarding soil contamination, heavy metals, and aquatic runoff. As a result, our development teams focus on creating eco-friendly, high-performance colorants that balance crop productivity with environmental protection.
Our commitment to safe chemical management is supported by two major international certifications: ZDHC Level 3 and the Global Organic Textile Standard (GOTS). These certifications confirm that we proactively manage and reduce hazardous inputs throughout our manufacturing processes.
The ZDHC program focuses on eliminating hazardous chemicals from the global supply chain, protecting local waterways from manufacturing effluents. Our GOTS certification verifies the organic and ethical standards of our production, providing third-party verification for eco-conscious enterprises.
Our eco-friendly dyes are processed with advanced filtration systems to remove heavy metals like lead, mercury, and cadmium. This ensures the dyes break down naturally in the soil, preventing toxic build-up in crops and local groundwater.
We work closely with agricultural research centers to evaluate the biodegradability of our colorant carriers. When you partner with Tianjin Sunrise Chem Group, you invest in safe, high-performance dyes that support a cleaner, greener agricultural supply chain.



Customized coloring techniques engineered for varying agricultural applications and climates.
Our granular colorants are formulated to bond evenly with the porous surfaces of dry, bulk NPK blends. These dyes prevent dusting, maintain color uniformity in high humidity, and resist mechanical friction during transport and distribution.
We offer water-soluble dyes designed for concentrated foliar fertilizers and irrigation systems. These formulations dissolve completely without leaving solid residues, preventing nozzle clogs and ensuring even distribution across target crops.
Our high-contrast marking dyes are ideal for pesticide-treated seeds. They provide clear visual identification to prevent accidental consumption, supporting local environmental safety and agricultural compliance.
We provide localized technical support and regulatory guidance to help you integrate our dyes seamlessly into your production lines, wherever your operations are based.




Procurement teams at multinational fertilizer companies must navigate complex issues, including strict environmental regulations, changing logistics costs, and the need for consistent product quality. Chemical variance in lower-tier dyes can result in sedimentation, clogged spraying systems, or off-spec color variations that damage brand credibility.
At Tianjin Sunrise Chem Group, we mitigate these risks with comprehensive quality controls. Our production process utilizes inline spectrophotometers and chromatography testing to verify chemical consistency from batch to batch. We also provide full traceability documents, safety data sheets (SDS), and compliance declarations for REACH and local environmental agencies.
We work closely with customers to develop tailored solutions, including adjusting dry powder particle sizes or modifying liquid dye viscosity to match specific manufacturing equipment.
The global fertilizer dye industry is moving rapidly toward sustainable, high-efficiency products. Dust-free micro-granular dyes are increasingly popular because they improve workspace safety by minimizing airborne particulates in blending plants.
In addition, advanced smart tracing dyes now feature built-in markers. These trace colors help organizations verify their intellectual property and protect against counterfeit fertilizer products in international markets.
We are also investing in biodegradable carriers, water-based liquid formulations, and bio-derived pigments to support the growing bio-fertilizer and sustainable agriculture sectors.
Expert technical answers regarding compliance, chemical stability, and global procurement logistics.
High-purity industrial chemical components and specialty pigment formulations for global manufacturing needs.








A visual overview of our production facilities and bulk shipping preparations.















