Premium-grade liquid dyes engineered for rapid dye uptake, superior color consistency, and total compliance with Nordic Swan Ecolabel specifications.

Optimized for premium kraft packaging and industrial paperboard coloration in Norway.
View Details
Highly stable liquid formulation designed for automated dosing in pulping units.
View Details
High tinting strength and brilliant green tones for specialty paper grades.
View Details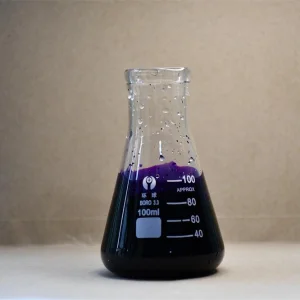
Engineered to deliver deep violet saturation with minimal wastewater residues.
View DetailsNorway is globally recognized for its uncompromising commitment to environmental sustainability, clean energy, and strict chemical safety regulations. As Norwegian pulp and paper manufacturers, packaging companies, and textile mills transition to more sustainable production processes, the demand for high-efficiency liquid dyes has grown exponentially. Traditional powder dyes pose considerable inhalation risks to industrial operators and often lead to uneven dispersion or prolonged mixing periods in Norway’s cold-water processing conditions.
Our premium liquid dyestuffs address these challenges by providing immediate dispersion, excellent solubility, and compatibility with advanced inline automated dosing systems. This technology ensures that Norwegian mills can maintain high-throughput operations while meeting the strict water purification and emission standards enforced by the Norwegian Environment Agency (Miljødirektoratet).
By eliminating chemical dust and offering superior bleed resistance, our liquid solutions provide an essential competitive edge for domestic packaging suppliers delivering to European markets.

Tianjin Sunrise Chem Group specializes in manufacturing high-quality dyestuffs. Including Direct dyes, Acid dyes, Basic dyes, Sulphur dyes, Solvent dyes, Liquid dyes and Fluorescent dyes.
Backed by decades of industry and export experience, we have built a reputation for reliability and excellence, serving clients from diverse sectors including denim, textile, leather, paper and plastic.
We always highly focus on the goods quality and stability. Each shipment has been tested before sending to the port. ZDHC level 3 and GOTS certificate makes your quality guaranteed.
We pride ourselves on offering customized solutions. Our team of experts works closely with clients to understand their unique needs and delivers tailored products and services. We actively seek strategic partnerships to expand our reach and enhance our offerings. Collaborate with us to explore mutual growth opportunities.
Environmental protection is the cornerstone of our innovation. We dedicate ourselves to provide clients with eco-friendly, high-quality colorants that balance productivity with environmental harmony, driving the industry towards a more sustainable development path while delivering high-performance products—for a greener textile industry and a sustainable future.
Cooperating with textile and paper mills for many years shows that the factory has established a strong and reliable business relationship. This kind of long-term collaboration can bring numerous benefits, such as consistent orders, shared resources, and mutual support. It also indicates that the factory has a good track record of delivering quality products and meeting the needs of its partners.
Our mission is to drive business growth by providing reliable and customized products. Our goal is to make a significant contribution to our customers' success by consistently delivering first-class products and exceptional customer service. By building lasting partnerships, we strive to be a catalyst for our clients' success.
With years of experience, we have successfully established strong partnerships in many countries. Our dedication to meeting global demands and exceeding customer expectations has earned us a reputation as a reliable supplier worldwide.
If you are looking for reliable, high-quality Dyes, we invite you to choose us as your trusted partner.

Engineered specifically for heavy duty paperboards, eco-friendly carrier bags, and highly demanding industrial packaging materials.

Ensures optimal fiber affinity and vivid yellow packaging highlights.
View Details
Excellent lightfastness and minimal bleed for black cardboard liners.
View Details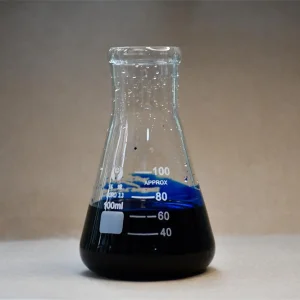
Superior chemical stability, ideal for both surface sizing and stock coloring.
View Details
Delivers exceptionally bright turquoise and cyan shades on chemical pulp.
View DetailsWe align our manufacturing standards with global and regional frameworks to support Norway's transition to a net-zero circular bioeconomy.
The ZDHC program is a collaborative effort by leading brands, retailers, and suppliers in the textile and footwear industry to reduce the use of hazardous chemicals. The focus of this certification is on eliminating the release of hazardous chemicals into the environment throughout the entire supply chain. Achieving ZDHC certification indicates that our company has implemented robust chemical management procedures and has met the stringent requirements for chemical handling, wastewater treatment, and pollution prevention.
The Global Organic Textile Standard (GOTS) is a certification that ensures the organic status of textiles from the harvesting of raw materials to environmentally and socially responsible manufacturing. The GOTS certification guarantees that the textiles are made from organic fibers, that chemical inputs are minimized, and that strict environmental and labor standards are met throughout the production process. GOTS certified products are considered to be sustainable, safe, and ethical.
Both certifications are important in the context of sustainable and responsible textile and paper production. ZDHC focuses on the elimination of hazardous chemicals, while GOTS certification guarantees the organic and ethical aspects of production. By using Sunrise products, your company satisfies the most demanding compliance audits of international consumer brands.






We firmly believe in building relationships with our clients based on trust and mutual benefit. We know that our customers' success is our success, so we are committed to providing quality services to meet their needs. Our dedicated customer support team is on hand to address any questions or concerns you may have.
We value your feedback and strive to continuously improve our operations to serve you better. Our purpose is not just to supply dyes, but to be your trusted partner in achieving your business goals. By choosing us, you choose a partnership built on reliability, transparency and mutual success.
In a word, when choosing a dye factory with stable supply, high quality and excellent service, we are your best choice. With our attractive range of dyestuffs, coupled with our professional and customer-centric approach, we assure you that your decision to choose us as your preferred dyestuff factory will be a fruitful one. Contact us today and let's embark on a journey to success together.
Showcasing our continuous shipping operations and state-of-the-art dye warehousing facilities, ensuring global delivery standards.






Beyond liquid solutions, we engineer top-tier dry-powder dyestuffs and specialized additives for demanding leather, silk, and wool coloration.
Full selection of high-yield liquid dye variants optimized for heavy-gauge packaging boards, newsprint, and specialty industrial paper pulps.

Excellent color yield and bleed properties in wood-free papers.
View Details
Stable, brilliant red shade designed for rapid chemical pulp integration.
View Details
Ideal for direct addition to tissue, packaging, and fine writing paper grades.
View Details
Superior economy black shade with outstanding effluent values.
View Details
Excellent performance on unbleached kraft pulps and recycled cardboards.
View Details
High-affinity brown dye optimized for quick exhaustion on lignified fibers.
View Details
Intense color density and shade consistency for creative paper lines.
View Details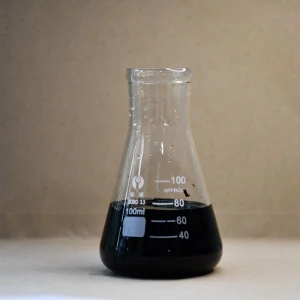
Optimized viscosity for precise metered addition in continuous mills.
View DetailsLiquid dyes represent a sophisticated chemical formulation transition from traditional salt-containing powder dyestuffs. While powders require intensive pre-dissolution, often with thermal aids, our liquid dyes exist as pre-dispersed, aqueous solutions of organic colorants with customized counter-ions (such as acetate, lactate, or sodium). These formulations ensure that the dye molecules remain in a highly stable monomeric or small-aggregate state, preventing precipitation even under sub-optimal ambient storage temperatures—a critical concern in Northern Norwegian manufacturing complexes.
For cationic dyes (often referred to as basic liquid dyes), the chemical structure boasts a strong affinity toward the negative charges of lignin and unbleached kraft cellulose fibers. Anionic direct liquid dyes, on the other hand, show high performance on bleached cellulose through hydrogen bonding and van der Waals forces, requiring minimal fixatives or retention aids. This reduces overall chemistry complexity in the system, cutting chemical oxygen demand (COD) levels in effluent discharge.
In modern pulp and paper mills located along the Norwegian coast, efficiency is maintained via computerized automated continuous addition systems. Dosing pumps inject the liquid dye directly into the pulp stream near the machine chest. This allows instant color adjustments and eliminates shade variance throughout production runs. The physical properties of our liquid range, specifically viscosity (typically kept below 100 mPa.s at 20°C) and density (approximately 1.05 - 1.15 g/cm³), are designed for precise volumetric calibration in standard dosing equipment.
Norwegian mills must strictly comply with national limits on chemical inputs. Key parameters include:
Tianjin Sunrise Chem Group works closely with our Norwegian clients to provide detailed safety documentation, trace impurity analyses, and certificates of conformity (including REACH compliance reports) to streamline auditing by national authorities.
Technical and logistics answers for procurement managers and production engineers in the Norwegian pulp, paper, and textile industries.
Consult with our technical engineers today to request safety data sheets (SDS), technical data sheets (TDS), and high-performance product samples matched to your mill's specifications.
Send Inquiry Now










