Explore our first selection of high-grade industrial chemical formulations and direct paper coloring agents tailored for pulp and manufacturing applications worldwide.


The international paper manufacturing sector is undergoing an aggressive transition toward environmental sustainability, high-speed automated throughput, and color optimization. As modern pulp and packaging mills integrate complex recycled fibers into their furnish, the demand for high-affinity, eco-compliant, and cost-effective colorants has skyrocketed. Finding a reliable, high-volume Discount Paper Dye Factory is no longer simply about minimizing procurement expenditures; it is a critical strategy to secure high-performance formulations that run cleanly on ultra-modern, high-speed Fourdrinier paper machines.
Industrial paper coloring requires an intimate understanding of wet-end chemistry. Dyes must not only exhibit brilliant hues but must also possess high affinity for cellulose fibers, exceptional water solubility (or fine, stable dispersion in liquid form), low toxicity profiles, and minimal interference with functional paper additives like sizing agents, wet-strength resins, and optical brighteners. Whether formulating packaging liners with Solvent Brown 41, dyeing eco-friendly corrugated boards with Direct Brown 2, or producing high-end security paper, today's industrial mills require deep technical alignment with their chemical manufacturers.
Utilizing modern molecular synthesis to enhance direct and basic dye adsorption rates on mechanical, chemical, and recycled pulps, ensuring high dye retention and lower chemical loading in effluent streams.
Transitioning from traditional powder dyestuffs to highly stable, low-viscosity liquid colorants. This minimizes dust exposure and facilitates precise automated dosing directly into the pulp slurry.
Meeting stringent global chemical regulations by supplying colorants certified to ZDHC Level 3 and GOTS, eliminating restricted substances from the entire value chain.
Tianjin Sunrise Chem Group specializes in manufacturing high-quality dyestuffs. Our comprehensive product portfolio includes Direct dyes, Acid dyes, Basic dyes, Sulphur dyes, Solvent dyes, Liquid dyes, and Fluorescent dyes. Backed by decades of industry and export experience, we have built an enduring reputation for reliability and excellence, serving clients from diverse industrial sectors including denim, textiles, leather, paper, and plastics.
We highly focus on product quality and stability. Each batch undergoes rigorous laboratory testing before dispatch to ensure chemical consistency. Our commitment to compliance is validated by our ZDHC Level 3 and GOTS certificates, ensuring your manufacturing processes remain eco-responsible and fully transparent.
We pride ourselves on offering customized colorant formulations. Our in-house chemical engineers work closely with global mill partners to design tailor-made products that fit their unique machinery and processing conditions. As a leading manufacturer, we actively seek strategic long-term partnerships to enhance sustainable industrial production.
Environmental protection is the cornerstone of our innovation. We dedicate ourselves to providing eco-friendly, high-performance colorants that balance productivity with environmental harmony, driving the industry towards a green and sustainable future.


Cooperating with leading textile and paper mills for decades highlights our capacity to build strong, reliable business relationships. This long-term collaboration brings numerous benefits, including consistent production planning, shared raw material forecasting, and collaborative technical support.
Our mission is to drive your business growth by providing customizable colorants that match your process constraints. By maintaining strict quality controls and reliable delivery timelines, we serve as a trusted catalyst for our partners' operational success.





Tianjin Sunrise Chem Group leverages China’s highly integrated chemical manufacturing infrastructure to guarantee a stable supply of dyes. By utilizing localized access to key intermediates and optimizing chemical synthesis in scale-intensive plants, we absorb raw material market volatility, offering high-purity colorants at competitive pricing. Our location near the Port of Tianjin provides rapid ocean freight routes to key markets across Southeast Asia, the Middle East, Europe, and the Americas.
Our supply chain resilience is rooted in our dual-pronged manufacturing methodology. We combine traditional scale-efficiency with agile synthesis adjustments. When primary intermediate supplies fluctuate, our technicians modify raw synthesis routes without compromising structural purity. This maintains uninterrupted production and price stability for our contract partners, shielding them from local spot-market price spikes.
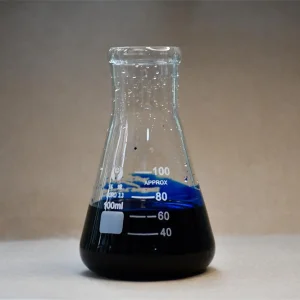
Historically, paper mills relied heavily on powder dyestuffs due to lower direct transport costs. However, processing powders introduces operational challenges, including dust migration, uneven dissolution, and time-intensive cleanups. Our technical roadmap focuses on the development of highly stable liquid direct and basic dyes, such as Direct Blue 86 Liquid and Basic Yellow 103 Liquid.
Liquid colorants are designed for continuous addition in the stock preparation line. They dissolve instantly in the pulp slurry, preventing localized spots on the paper web. With low-viscosity formulations that resist sedimentation over wide temperature ranges, these liquids are ideal for computerized automated dosing equipment. Additionally, our R&D team focuses on reducing salt content in direct dyes to lower the overall chemical oxygen demand (COD) of paper mill wastewater.
Membrane-desalted direct dyes reduce salt loading in paper mill white water loops, lowering scale accumulation on the machinery and minimizing effluent treatment loads.
Developing specialized cationic fixative auxiliaries that work synergistically with anionic direct dyes to achieve maximum fiber binding, even in high-recycle fiber slurries.
Engineering biodegradable aromatic structures that maintain high thermal and lightfastness profiles on cellulose, while decomposing rapidly in biological treatment systems.
Industrial dyestuffs behave differently depending on the mechanical and chemical parameters of the localized pulp plant. Below are key scenarios where our formulations optimize production efficiency and color consistency:
For packaging grades utilizing up to 100% recycled waste paper (OCC), we supply high-affinity brown systems. Using combinations of Solvent Brown 41 and Direct Brown 2, mills achieve consistent golden-brown shades. These formulations maintain stable coloring despite fluctuations in the incoming waste paper quality.
Specialty papers require high lightfastness and resistance to bleeding during wet processing. Our direct yellow ranges, including Direct Yellow R and Direct Yellow 12, deliver excellent distribution across bleached softwood and hardwood pulps. This prevents color migration in laminates and specialty printing applications.
Hygiene papers demand soft shades and skin-safe chemical profiles. Applying Direct Blue 86 Liquid ensures deep, bright blue tones with low chemical residue. This formulation complies with strict European BfR and US FDA requirements for food-contact paper and personal hygiene products.
A comprehensive list of our certified acidic, basic, and direct dyestuffs engineered for diverse industrial substrates, including leather, silk, wool, and paper.













We prioritize long-term cooperation with our customers by providing services that support their business goals. From state-of-the-art warehouses to efficient port loading operations, our team monitors the supply chain from final synthesis to container loading.






Modern textile and paper manufacturers operate under strict environmental and chemical regulations. Downstream products must comply with safety standards to be distributed in global retail markets. Sourcing from a factory certified to ZDHC Level 3 and GOTS is essential for compliance.
The ZDHC program (Zero Discharge of Hazardous Chemicals) is a collaborative effort by brands, retailers, and suppliers in the textile and footwear industries to phase out hazardous chemicals. Achieving ZDHC Level 3 certification indicates that our chemical formulations comply with these criteria, reducing environmental impact throughout the supply chain.
The Global Organic Textile Standard (GOTS) ensures the organic status of textiles from harvesting raw materials through environmentally and socially responsible manufacturing. GOTS certification guarantees that our chemical inputs meet strict ecological criteria, supporting sustainable and ethical production.
By integrating these standards, Tianjin Sunrise Chem Group helps partners mitigate environmental risks and meet international chemical safety compliance.


Quality control is a critical element of our manufacturing process. We maintain an in-house laboratory equipped with spectrophotometers and pilot-scale testing equipment to check every batch of dyestuffs. We monitor parameters including color fastness, solubility, viscosity, and chemical purity.
This rigorous testing ensures shade consistency between production batches. This consistency is vital for large-scale mills where variations in chemical inputs can impact runnability, increase chemical consumption, or lead to product rejects.
Access technical answers and details regarding paper dyestuff applications, supply logistics, and compliance standards.
Explore our second selection of specialty dyes and functional chemicals, developed for high-speed automated mills, textiles, and specialty applications.