Direct supply line of high-purity industrial dyes engineered for textiles, paper, leather, and plastics.
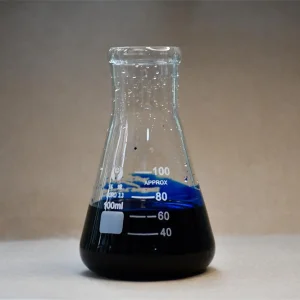
In the modern chemical colorant sector, Acid Black ATT stands as a cornerstone formulation. As an azo compound dyestuff specifically engineered for nitrogenous fibers and protein substrates, Acid Black ATT delivers exceptionally deep, uniform, and fast black shades that alternative organic pigments fail to replicate. From a thermodynamic perspective, the dyestuff operates through electrostatic attraction between the anionic dye molecules and the cationic ammonium groups present in wool, silk, nylon, and protein-treated leathers under acidic processing conditions.
The global commercial demand for premium-grade Acid Black ATT continues to accelerate. Driven by strict regulatory parameters across North American and European manufacturing zones, chemical procurement departments are shifting away from unstable sources to highly qualified OEM manufacturers like Tianjin Sunrise Chem Group. Achieving stable color-matching properties requires not only precise synthesis but also specialized chemical blending capacity, ensuring consistent coloring density without batch-to-batch variations.

In the global dye supply network, stability is profitability. Acid Black ATT requires meticulous control of sodium chloride concentration, trace metals, and active component ratios. Working with an OEM supplier equipped with on-site QA laboratories avoids dye aggregation, micro-specks, and thermal separation issues during high-temperature dyeing processes.
At Sunrise Chem, our OEM production line integrates chemical synthesis, purification, and molecular tuning. Acid Black ATT is manufactured using high-quality H-acid (1-amino-8-naphthol-3,6-disulfonic acid) coupled with diazonium salts derived from aniline or substituted sulfonated amines. The resulting molecular structure exhibits high solubility, excellent structural integrity, and exceptional molecular resonance, rendering a true-black absorption spectrum.
Available in standard formulations from 100% to 200% relative strength, customizable based on customer specification sheets and mill machine requirements.
Exhibits water solubility of ≥ 50 g/L at 90°C, ensuring rapid dissolving and zero filter residue in modern automatic feeding systems.
Certified low-heavy metal, low-arylamine, compliant with OEKO-TEX Standard 100, ZDHC Level 3, and GOTS standards.
Optimal leveling and exhaustion between pH 4.0 and 5.5. Formulated with specialized buffer agents for maximum consistency.
Industrial dyeing needs differ by geographic region and substrate. By optimizing Acid Black ATT formulations, Sunrise Chem meets the specific operational needs of manufacturing clusters globally.
In European leather design clusters (Italy, Spain), Acid Black ATT is prized for its drum-dyeing performance. It provides complete cross-sectional penetration into dense hides, producing deep, rich black leather for premium footwear and luxury automotive upholstery. Our low-salt formulation prevents crust dry-out, maintaining the leather's natural softness.
For large-scale textile mills in Bangladesh, Vietnam, and Indonesia, processing speed and dye yield are critical. Sunrise Chem’s Acid Black ATT delivers high exhaustion rates, reducing processing time and wastewater treatment costs. It provides excellent wet-rubbing and light fastness on nylon-spandex sportswear and wool-blend garments.

Located near major transport corridors, Tianjin Sunrise Chem Group offers significant supply chain advantages. Our integration of raw material sourcing, automated synthesis, and strict quality control isolates customers from global supply chain disruptions.

By controlling intermediate chemical synthesis, we minimize pricing volatility. Our proximity to Tianjin Port enables fast container loading, efficient customs clearance, and reduced shipping times to global ports.
Our plants operate in full compliance with national environmental regulations, utilizing advanced biological and chemical wastewater treatment facilities. This ensures continuous, uninterrupted production even during strict environmental checks.
Sustainability is a core focus at Sunrise Chem. We provide eco-friendly, high-performance colorants that balance productivity with environmental safety, supporting a greener textile industry and a sustainable future.
Our ZDHC Level 3 and GOTS certifications confirm that our manufacturing chemical processes avoid restricted hazardous compounds. We support brands and mills in meeting strict environmental goals by eliminating toxic discharge across the supply chain.
Each batch undergoes thorough testing before shipment, ensuring consistent, safe application on organic cotton, wool, silk, and synthetic fibers.





A transparent look inside our manufacturing plants, chemical storage areas, and export logistics.






The synthetic colorant sector is shifting toward dust-free, high-stability granules and sustainable formulations. Our chemical development roadmap focuses on three main goals:
To improve mill working conditions, we are expanding our dust-free granular options. Granular dyes dissolve efficiently without producing airborne dust particles, lowering industrial occupational health risks.
Standard dye formulations contain inorganic salts from the neutralization process. We are refining our membrane filtration processes to produce ultra-concentrated, low-salt formulations that reduce desalting costs for wastewater plants.


Tianjin Sunrise Chem Group prioritizes long-term cooperation with our customers, providing quality services that exceed expectations.
We work closely with client engineering departments to adjust dye strength, fastness profiles, and moisture levels, ensuring optimal color matching and production-ready formulas.
If you are looking for reliable, high-quality Dyes, we invite you to choose us as your trusted partner.
Cooperating with textile and paper mills for many years shows that the factory has established a strong and reliable business relationship. This kind of long-term collaboration can bring numerous benefits, such as consistent orders, shared resources, and mutual support. Our mission is to drive business growth by providing reliable and customized products.

Technical guidance and commercial insights from our R&D and supply chain management teams.
Standard Acid Black ATT is formulated with default salt and tinting values. Our custom OEM formulations allow you to specify color strength (up to 200%), choose dust-free granules instead of powder, and limit salt concentrations to match high-volume automatic dispensing machines.
We run spectrophotometric tests on every chemical run. Color shade, strength, solubility, and pH performance are compared against reference standards. Shipments are approved only when variance levels (Delta E) fall within strict tolerances.
Standard packaging options include 25kg multi-layer paper bags, 25kg fiber drums, and 500kg bulk bags. Custom labeling and palletizing are available to suit your warehouse requirements.
Yes. Our products carry ZDHC Level 3 and GOTS certifications, confirming compliance with strict ecological standards and the elimination of hazardous compounds across the production cycle.
Yes. We supply lab-testing samples alongside official Certificates of Analysis (COA) to help you verify product compatibility before initiating volume shipments.
Complete selection of organic and inorganic colorants for diverse industrial applications.