High-purity technical grade colorants and chemical auxiliaries optimized for global industrial distribution and premium processing performance.







Decoding global demand, technological formulation shifts, and compliance structures in the liquid colorant and sulphur derivatives market.
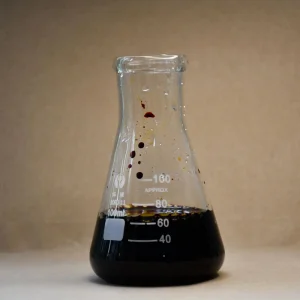
In the contemporary landscape of high-performance dyestuffs and chemical manufacturing, the role of an OEM Liquid Sulphur Factory has evolved far beyond basic chemical blending. Liquid sulphur technologies, particularly liquid sulphur dyes (such as Liquid Sulphur Black 1) and liquid sulphur-based chemical reduction complexes, represent a significant paradigm shift. Historically, powder dyes dominated the textile, denim, leather, and paper mills due to simple logistics. However, modern environmental pressures, strict air-quality thresholds at manufacturing plants, and a drive toward automated dosing have elevated liquid sulphur to the position of a core industry benchmark.
As global supply chains seek reliability, environmental compliance, and cost efficiency, choosing the right production facilities becomes paramount. Global buyers must analyze factories not only by their capacity, but also by their adaptation of green technologies, certified handling processes, and technical capability to supply stable formulations. From redox control parameters to precise chemical buffering, an advanced OEM liquid sulphur manufacturer is an essential partner in driving commercial and environmental success across continents.

Tianjin Sunrise Chem Group, specializes in manufacturing high-quality dyestuffs. Including Direct dyes, Acid dyes, Basic dyes, Sulphur dyes, Solvent dyes, Liquid dyes and Fluorescent dyes.
Backed by decades of industry and export experience, we have built a reputation for reliability and excellence, serving clients from diverse sectors including denim, textile, leather, paper and plastic.
We always highly focus on the goods quality and stability. Each shipment has been tested before sending to the port. ZDHC level 3 and GOTS certificate makes your quality guaranteed.
We pride ourselves on offering customized solutions. Our team of experts works closely with clients to understand their unique needs and delivers tailored products and services. We actively seek strategic partnerships to expand our reach and enhance our offerings. Collaborate with us to explore mutual growth opportunities.
Environmental protection is the cornerstone of our innovation. We dedicate ourselves to provide clients with eco-friendly, high-quality colorants that balance productivity with environmental harmony, driving the industry towards a more sustainable development path while delivering high-performance products—for a greener textile industry and a sustainable future.
How direct relationships and industrial synergy optimize the value chain from raw chemical synthesis to end-user application.
Cooperating with textile and paper mills for many years shows that the factory has established a strong and reliable business relationship. This kind of long-term collaboration can bring numerous benefits, such as consistent orders, shared resources, and mutual support. It also indicates that the factory has a good track record of delivering quality products and meeting the needs of its partners.
Our mission is to drive business growth by providing reliable and customized products. Our goal is to make a significant contribution to our customers' success by consistently delivering first-class products and exceptional customer service. By building lasting partnerships, we strive to be a catalyst for our clients' success.
With years of experience, we have successfully established strong partnerships in many countries. Our dedication to meeting global demands and exceeding customer expectations has earned us a reputation as a reliable supplier worldwide. If you are looking for reliable, high-quality Dyes, we invite you to choose us as your trusted partner.

Critical priorities of international chemical buyers, from stable chemical performance to risk mitigation strategies.
Global procurement teams prioritize liquid sulphur formulations that demonstrate zero precipitation over extended periods. Fluctuations in ambient temperature during maritime transit can lead to crystallization. Reliable OEM factories utilize advanced emulsifiers, stabilizers, and pH buffers to preserve formulation integrity under extreme shipping conditions.
Procuring raw materials free of banned arylamines, heavy metals, and free formaldehyde is non-negotiable for Tier-1 fashion brands. Multinational mills require direct proof of chemical safety. Certifications such as ZDHC Level 3 and GOTS confirm that incoming raw materials meet the highest global standards for consumer safety.
Mill operating margins depend heavily on minimizing holding inventory. Industrial operations require reliable partners capable of scaling manufacturing output from a few drums to several metric tons within short lead times, supported by local stocking hubs and optimized port logistics.
Why Chinese chemical complexes lead the global market in output efficiency, raw material integration, and global distribution infrastructure.
The global dominance of Chinese OEM liquid sulphur factories is driven by structural and geographic advantages. China's chemical industry is organized within specialized chemical industrial parks. This concentration allows for integrated supply chains, where raw materials, processed inputs, and environmental treatment facilities operate in close proximity. This geographic clustering significantly reduces logistics costs, minimizes material transport risks, and ensures an uninterrupted flow of feedstocks.
Tianjin Sunrise Chem Group capitalizes on these structural advantages. Located in Tianjin, a major industrial hub in North China, the group benefits from direct access to Tianjin Port (Xingang). This proximity ensures efficient logistics, enabling direct containerized loading and rapid transit to global ports. It also reduces domestic transport costs and shortens export lead times. Our integration with regional raw material suppliers guarantees consistent access to high-purity sulphur and key intermediates, safeguarding our supply chain against external disruptions.
Furthermore, China’s industrial infrastructure features highly automated process control technologies. By using advanced DCS (Distributed Control Systems), Chinese factories maintain strict parameters for temperature, pressure, and raw material dosing during chemical synthesis. This automation ensures high batch-to-batch consistency. It enables Chinese manufacturers to supply high-quality dyes and pigments at competitive prices, making them preferred partners for global industrial buyers.




Exploring the integration of liquid sulphur dyes across diverse industrial sectors, emphasizing technical efficiency and environmental benefits.
The application of liquid sulphur dyes spans multiple industrial sectors, driven by their efficiency and environmental performance. In modern textile mills, liquid sulphur dyes are preferred for continuous dyeing processes, particularly in denim production. Unlike powder dyes, liquid formulations eliminate dust pollution in the workplace, enhancing operator safety and reducing waste. They also dissolve quickly, which simplifies the preparation of dye baths and helps prevent dye flecks on fabrics.
In the paper industry, liquid dyes are key to achieving consistent coloring in high-speed production environments. Liquid Direct Yellow R, for example, is widely used for coloring packaging grades and tissue papers. The liquid form allows for precise, automated dosing directly into the pulp slurry, ensuring uniform color distribution throughout the paper web and reducing processing downtime. The high affinity of these dyes for cellulosic fibers leads to excellent exhaust rates, minimizing dye concentration in the mill's wastewater.
Furthermore, liquid formulations simplify wastewater treatment. Because these dyes are pre-reduced and stabilized, they require fewer reducing agents during application. This reduces the Chemical Oxygen Demand (COD) and biochemical load in the effluent, helping mills meet local regulatory discharge standards. By optimizing chemical efficiency and reducing environmental impact, liquid sulphur technologies support sustainable manufacturing across global markets.













Ensuring consistent product quality and environmental responsibility from the production line to global delivery.
One of the main reasons why customers choose us is the stable supply of dyes we provide. We have developed efficient manufacturing processes to ensure a continuous supply of our products. Our factories feature state-of-the-art equipment and a knowledgeable workforce, which enables us to fulfill the most demanding orders. With us, you can begin your manufacturing journey with confidence knowing that dye availability will never be an issue.
Apart from a steady supply, the quality of our dyes is another reason why we stand out in the market. We, SUNRISE CHEM, take pride in our commitment to producing dyes that consistently meet high standards of quality. Our experienced technicians carefully monitor the manufacturing process, ensuring that each batch of dyes is carefully tested for color fastness, durability and other essential parameters. By choosing us, you can rest assured that your products will stand out in the market due to the vibrant and long-lasting color our dyes provide.
The ZDHC program is a collaborative effort by leading brands, retailers, and suppliers in the textile and footwear industry to reduce the use of hazardous chemicals. The focus of this certification is on eliminating the release of hazardous chemicals into the environment throughout the entire supply chain. Achieving ZDHC certification indicates that our company has implemented robust chemical management procedures and has met the stringent requirements for chemical handling, wastewater treatment, and pollution prevention.
The Global Organic Textile Standard (GOTS) is a certification that ensures the organic status of textiles from the harvesting of raw materials to environmentally and socially responsible manufacturing. The GOTS certification guarantees that the textiles are made from organic fibers, that chemical inputs are minimized, and that strict environmental and labor standards are met throughout the production process. GOTS certified products are considered to be sustainable, safe, and ethical.
Both certifications are important in the context of sustainable and responsible textile production. ZDHC focuses on the elimination of hazardous chemicals, while GOTS certification guarantees the organic and ethical aspects of the textile production.






Building transparency and trust through proactive customer support and certified ecological practices.

We firmly believe in building relationships with our clients based on trust and mutual benefit. We know that our customers' success is our success, so we are committed to providing quality services to meet their needs. Our dedicated customer support team is on hand to address any questions or concerns you may have. We value your feedback and strive to continuously improve our operations to serve you better. Our purpose is not just to supply dyes, but to be your trusted partner in achieving your business goals. By choosing us, you choose a partnership built on reliability, transparency and mutual success.
In a word, when choosing a dye factory with stable supply, high quality and excellent service, we are your best choice. With our attractive range of dyestuffs, coupled with our professional and customer-centric approach, we assure you that your decision to choose us as your preferred dyestuff factory will be a fruitful one. Contact us today and let's embark on a journey to success together.






Technical answers to key questions about modern chemical processing, ecological certifications, and global procurement logistics.
Browse our selection of high-performance colorants, specialty pigments, and chemical agents designed for global industrial use.