Explore our premium select range of liquid, basic, acid, and direct paper coloring agents engineered for superior retention and vibrancy.







In the modern pulp and paper industry, achieving a deep, lightfast, and economically optimized black shade is a significant technical challenge. Large-scale mills and chemical factories look for specialized Discount Paper Black Dye Factory partnerships to secure consistent bulk supply chain capabilities while ensuring strict conformity to environmental directives. Black dyestuffs, specifically formulated for wood pulp fibers, are not just simple colorants; they are highly specialized macromolecular compounds designed to interact with cellulose under variable pH, temperature, and shear environments.
Tianjin Sunrise Chem Group represents a benchmark in advanced dye synthesis and export logistics. By implementing cutting-edge manufacturing protocols, we have successfully addressed the core issues faced by modern mill managers: color consistency across different pulp batches, low fiber retention rates leading to high chemical waste, and prohibitive chemical procurement costs. Sourcing directly from our automated factories allows customers to receive premium quality without paying excessive distributor premiums.
With the global shift towards circular economy practices, paper and board products increasingly utilize recycled waste paper. This creates a significant challenge for coloration, as the incoming raw pulp contains varying amounts of ash, sizing agents, and synthetic binders. Under these conditions, standard dyestuffs struggle to maintain uniform shade coordinates. Our tailored range of Direct, Acid, and Liquid dyes is engineered with molecular adaptivity, providing consistent coverage across both virgin bleached Kraft pulps and highly recycled fiber substrates.

A comprehensive technical overview of structural dyestuff groups used in paper manufacturing mills worldwide.
Direct dyes possess high affinity for cellulose fibers due to their linear molecular structures and extensive conjugated double bond systems. This allows for hydrogen bonding and Van der Waals interaction directly with the pulp without requiring a mordant. Direct Black 19 and Direct Black 22 are highly favored for packaging, tissue, and industrial board coloring, providing clean backwater and excellent light fastness.
Liquid dye preparations allow for easy and automated dosing directly into the pulp stream before the headbox. They dissolve rapidly without creating dust clouds, improving workplace hygiene. For specialized applications like marker inks, high-grade writing paper coatings, and laminated surfaces, alcohol-soluble Nigrosine (Solvent Black 5) provides a deep color profile and superior solubility.
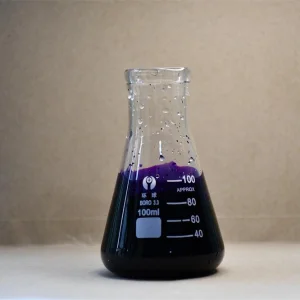
Basic dyes (such as Basic Violet 1 Liquid) carry cationic charges, giving them strong affinity for unbleached wood pulp containing high amounts of negatively charged lignin. Acid dyes, while lacking direct cellulose affinity, are fixed effectively with alum in sized paper processes, resulting in highly brilliant shades suitable for specialty graphical and decorative papers.

Cooperating with textile and paper mills for many years shows that the factory has established a strong and reliable business relationship. This kind of long-term collaboration can bring numerous benefits, such as consistent orders, shared resources, and mutual support. It also indicates that the factory has a good track record of delivering quality products and meeting the needs of its partners.
Our mission is to drive business growth by providing reliable and customized products. Our goal is to make a significant contribution to our customers' success by consistently delivering first-class products and exceptional customer service. By building lasting partnerships, we strive to be a catalyst for our clients' success.
Our tech engineers collaborate directly with plant chemists to run pulp-matching trials. Whether adjusting for pH fluctuations, refining pulp retention aids, or designing specialized color recipes, Sunrise Chem ensures that you achieve high coloration efficiency and minimal downstream ecological impact.
Strategic export infrastructure ensures consistent delivery to paper mills across Europe, Asia, and the Americas.
With years of experience, we have successfully established strong partnerships in many countries. Our dedication to meeting global demands and exceeding customer expectations has earned us a reputation as a reliable supplier worldwide. If you are looking for reliable, high-quality Dyes, we invite you to choose us as your trusted partner.
We not only produce and export dyes, pigments but also prioritize long-term cooperation with our customers, providing them with quality services that exceed their expectations. Allow us to explain why choosing us is the best decision for your business:
One of the main reasons why customers choose us is the stable supply of dyes we provide. We have developed efficient manufacturing processes to ensure a continuous supply of our products. Our factories feature state-of-the-art equipment and a knowledgeable workforce, which enables us to fulfill the most demanding orders. With us, you can begin your manufacturing journey with confidence knowing that dye availability will never be an issue.
Apart from a steady supply, the quality of our dyes is another reason why we stand out in the market. We, SUNRISE CHEM, take pride in our commitment to producing dyes that consistently meet high standards of quality. Our experienced technicians carefully monitor the manufacturing process, ensuring that each batch of dyes is carefully tested for color fastness, durability and other essential parameters. By choosing us, you can rest assured that your products will stand out in the market due to the vibrant and long-lasting color our dyes provide.







The ZDHC (Zero Discharge of Hazardous Chemicals) program is a collaborative effort by leading brands, retailers, and suppliers in the textile and footwear industry to reduce the use of hazardous chemicals. The focus of this certification is on eliminating the release of hazardous chemicals into the environment throughout the entire supply chain. Achieving ZDHC certification indicates that our company has implemented robust chemical management procedures and has met the stringent requirements for chemical handling, wastewater treatment, and pollution prevention.
The Global Organic Textile Standard (GOTS) is a certification that ensures the organic status of textiles from the harvesting of raw materials to environmentally and socially responsible manufacturing. The GOTS certification guarantees that the textiles are made from organic fibers, that chemical inputs are minimized, and that strict environmental and labor standards are met throughout the production process. GOTS certified products are considered to be sustainable, safe, and ethical.
Both certifications are important in the context of sustainable and responsible textile production. ZDHC focuses on the elimination of hazardous chemicals, while GOTS certification guarantees the organic and ethical aspects of the textile production. For paper dye purchasers, utilizing certified dyestuffs guarantees compliance with global consumer goods regulations (such as food-contact paper requirements or eco-labeled packaging standards), which improves brand reputation and opens access to new international markets.
Environmental protection is the cornerstone of our innovation. We dedicate ourselves to providing clients with eco-friendly, high-quality colorants that balance productivity with environmental harmony, driving the industry towards a more sustainable development path while delivering high-performance products—for a greener textile industry and a sustainable future.







A multi-year roadmap showing our path forward in green dye chemistry and digital manufacturing integration.
Developing ultra-concentrated, dust-free liquid black dye suspensions with a shelf-life exceeding 12 months, avoiding phase separation in variable temperature warehouse environments.
Formulating dynamic chemical links between dye molecules and recycled cellulose fibers, raising dye retention rates past 98% and lowering effluent COD/BOD levels.
Deploying machine-learning software for real-time color adjustment on high-speed continuous papermaking machines, reducing color startup waste by up to 60%.
Upgrading synthesis facilities to recycle 95% of processing wastewater back into production runs, lowering the carbon footprint per ton of manufactured dyestuff.
Our complete collection of organic colors for wool, leather, silk, paper, and industrial synthetic materials.
Technical troubleshooting and operational answers from our senior chemistry team.
Direct black dyes are linear, large molecules that develop multi-point hydrogen bonds and Van der Waals forces with the hydroxyl groups on cellulose fibers. They demonstrate high substantivity, ensuring clean whitewater runs. Basic dyes are cationic and bind well to lignin-rich fibers. However, on highly processed or recycled pulps with variable lignin content, direct dyes provide better shade consistency and avoid bleeding under high-humidity shipping conditions.
Pulp slurry pH is a critical factor for color control. Direct black dyes show optimal binding at a neutral-to-slightly-acidic range (pH 6.5 to 7.2). For acid dyes, fixing with aluminum sulfate (alum) requires a lower pH (4.5 to 5.5). When working with calcium carbonate-filled alkaline paper systems, direct black dyestuffs must be selected to avoid issues with shade shifting and retention loss.
Liquid formulations provide three main benefits: (1) Dust-free handling, which eliminates respiratory hazards and dye specking on nearby paper rolls; (2) Instant dilution, ensuring uniform distribution without raw powder agglomerates; (3) Suitability for automated dosing systems linked to digital color controllers. This speeds up grade-change times on modern paper machines.
ZDHC Level 3 is the highest security classification for chemical inputs, indicating that the dye formulation does not contain harmful impurities or MRSL-listed substances. Using ZDHC Level 3 dyes simplifies regulatory testing for mills, lowers effluent treatment costs, and ensures compliance with strict municipal wastewater discharge limits.
Two-sidedness occurs when fines and fillers migrate toward the top side of the sheet during drainage, carrying bound dye with them. To resolve this: (1) Select direct dyes with high affinity for long cellulose fibers; (2) Adjust mechanical retention aid dosing; (3) Optimize size-press surface coloring to balance differences between the wire side and felt side.
Explore our specialized range of solvent black, acid red, agricultural tracer, and ceramic glaze pigments.