Explore our premium selection of industrial-grade colorants engineered for extreme stability, exceptional vibrancy, and rigorous international regulatory compliance.
Tianjin Sunrise Chem Group specializes in manufacturing high-quality dyestuffs, serving as a pillar of reliability for the global coloration industry. Our extensive product portfolio includes Direct dyes, Acid dyes, Basic dyes, Sulphur dyes, Solvent dyes, Liquid dyes, and Fluorescent dyes. Backed by decades of industry and export experience, we have built an international reputation for reliability and excellence, serving clients across diverse manufacturing sectors including denim, textile, leather, paper, and plastic.
We highly focus on product quality and batch-to-batch stability. Every single shipment undergoes rigorous chemical testing in our advanced laboratories before delivery to the port. Our adherence to international environmental protocols, certified by ZDHC level 3 and the Global Organic Textile Standard (GOTS), ensures that our partners meet the highest global quality and ecological standards.
Environmental protection is the cornerstone of our innovation. We dedicate ourselves to providing clients with eco-friendly, high-performance colorants that balance productivity with environmental harmony, driving the industry towards a more sustainable development path for a greener textile industry and a sustainable future.

Our strategic capabilities translate directly into bottom-line stability and compliance assurance for global enterprises.

Cooperating with textile and paper mills for many years shows that the factory has established a strong and reliable business relationship. This kind of long-term collaboration can bring numerous benefits, such as consistent orders, shared resources, and mutual support. It also indicates that the factory has a good track record of delivering quality products and meeting the needs of its partners.
Our mission is to drive business growth by providing reliable and customized products. Our goal is to make a significant contribution to our customers' success by consistently delivering first-class products and exceptional customer service. By building lasting partnerships, we strive to be a catalyst for our clients' success.
We pride ourselves on offering customized solutions. Our team of experts works closely with clients to understand their unique needs and delivers tailored products and services. We actively seek strategic partnerships to expand our reach and enhance our offerings. Collaborate with us to explore mutual growth opportunities.
In an era of volatile supply networks, our chemical plants leverage automation, localized feedstock integration, and modern manufacturing paradigms to secure raw material availability.
By integrating deep upstream connections with primary chemical refining centers across China, we mitigate raw material price fluctuations. This ensures our clients receive highly competitive pricing structures even during macroeconomic shifts, with zero compromise on structural dyestuff stability.
Our synthesis reactors utilize advanced Distributed Control Systems (DCS). Automating precise temperature, pH, pressure, and chemical dosing parameters minimizes human error, generating homogeneous chemical batches with tight delta-E tolerance and reliable solubility levels.
Based adjacent to major international ports like Tianjin, our warehouse complexes integrate RFID tracking and modern loading protocols. We ensure chemical goods are securely packaged in standardized, moisture-barrier drums and dispatched with maximal logistical speed.
One of the main reasons why customers choose us is the stable supply of dyes we provide. We have developed efficient manufacturing processes to ensure a continuous supply of our products. Our factories feature state-of-the-art equipment and a knowledgeable workforce, which enables us to fulfill the most demanding orders. With us, you can begin your manufacturing journey with confidence knowing that dye availability will never be an issue.
Apart from a steady supply, the quality of our dyes is another reason why we stand out in the market. We, SUNRISE CHEM, take pride in our commitment to producing dyes that consistently meet high standards of quality. Our experienced technicians carefully monitor the manufacturing process, ensuring that each batch of dyes is carefully tested for color fastness, durability and other essential parameters. By choosing us, you can rest assured that your products will stand out in the market due to the vibrant and long-lasting color our dyes provide.

Our chemical dyes are tailored to target the distinct performance specifications required by multiple international manufacturing domains.
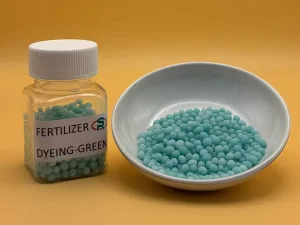
Providing Sulphur and Direct dyestuffs that feature excellent wash fastness and deep, rich indigo-analogous tones. Perfect for high-speed continuous warp dyeing processes and high-integrity natural and synthetic cotton blend fibers.
Our Liquid and Basic dye ranges are designed to achieve precise affinity with cellulose fibers. We ensure minimal backwater discoloration, lowering biological oxygen demand (BOD) and chemical oxygen demand (COD) in wastewater streams.
Engineered Acid and Solvent dyes that penetrate leather hide matrices deeply. Resists Migration and UV degradation, yielding long-lasting, rich shades suitable for automotive, apparel, and premium furniture applications.
A detailed breakdown of key dye categories manufactured to standard tolerances, highlighting application compatibility.

Mainly utilized across the premium leather processing industries, showing extreme shade penetration and high resistance to fading under rubbing friction.

A benchmark dye powder optimized for premium silk fabrics and fine wool processing. Assures vibrant shade replication and high wet-fastness ratings.

Highly requested for industrial yarn dyeing systems and raw leather tanning operations, producing deep black coloration without bronzing effects.

Specialty dye formulation engineered with high color concentration, extensively implemented for fingerprints visualization and forensic testing.

Featuring a distinct violet appearance, this high-strength sulphur dye delivers exceptional wash and light fastness on denim and cotton workwear.

Water-soluble textile dyestuff that binds readily to cotton and other cellulosic fibers, providing superb color yield and processing efficiency.
Innovation is a continuous journey. Our R&D pipeline is aligned with the global shift towards green chemistry, zero discharge, and carbon reduction.
Our primary R&D focus lies in the elimination of heavy metal carriers and toxic intermediates from traditional synthesis processes. By engineering bio-equivalent synthetics, we aim to deliver the same performance profiles as traditional acid and direct dyes but with reduced environmental footprints.
To resolve the critical problem of high salinity in textile wash wastewater, we are researching salt-free direct dyes. These formulations possess enhanced molecular affinity to cellulose fibers without requiring excessive sodium sulfate or sodium chloride additions, fundamentally alleviating municipal water purification strains.
Lowering energy consumption during factory-level application is key to helping our clients reach their Scope 1 and Scope 2 carbon emission targets. Our upcoming line of low-temperature direct and acid dyes achieves fixation at temperatures 20% lower than standard industry benchmarks.

Procuring chemical colorants at scale demands trust, safety certification, and flawless consistency. Here is how we mitigate risk for global purchasing directors.
Global apparel and packaging manufacturers cannot afford color variations between manufacturing lots. We prevent delta-E deviations through fully closed-loop spectrophotometer analysis on all finished batches before export packaging.
Brands face massive liability if carcinogenic amines or heavy metals are found in finished consumer products. Our ZDHC Level 3 certification ensures that no hazardous materials listed on international MRSL databases enter our production streams.
Whether your factory requires liquid concentrates to plug into automatic dispensing systems or pre-weighed powder sachets to reduce dust pollution in the dyehouse, we configure the physical delivery to match your operations.

The ZDHC program is a collaborative effort by leading brands, retailers, and suppliers in the textile and footwear industry to reduce the use of hazardous chemicals. The focus of this certification is on eliminating the release of hazardous chemicals into the environment throughout the entire supply chain. Achieving ZDHC certification indicates that our company has implemented robust chemical management procedures and has met the stringent requirements for chemical handling, wastewater treatment, and pollution prevention.
The Global Organic Textile Standard (GOTS) is a certification that ensures the organic status of textiles from the harvesting of raw materials to environmentally and socially responsible manufacturing. The GOTS certification guarantees that the textiles are made from organic fibers, that chemical inputs are minimized, and that strict environmental and labor standards are met throughout the production process. GOTS certified products are considered to be sustainable, safe, and ethical.
Both certifications are important in the context of sustainable and responsible textile production. ZDHC focuses on the elimination of hazardous chemicals, while GOTS certification guarantees the organic and ethical aspects of the textile production.
We provide complete end-to-end technical support and trade compliance documentation for seamless integration into international manufacturing operations.
We supply REACH registrations for European trade, alongside comprehensive OSHA-compliant Safety Data Sheets (SDS), custom declaration paperwork, and toxicological certifications to avoid port customs delays.
Our chemical engineers provide on-site technical alignment and direct integration advice to overseas textile, leather, and paper mills to optimize liquor ratios, fixing agents, and run speeds.
Leveraging high-precision spectrophotometers, our technicians match physical color swatches sent by clients, replicating the shade exactly within standard industrial tolerances.





A window into our daily operations. We manage global export routes, high-volume raw material reserves, and robust cargo preparation standards.

Highly managed chemical storage infrastructure ensuring raw dye compounds remain moisture-protected under climate-controlled conditions.

Precision formulation line for our liquid paper dye series, optimizing concentration parameters and anti-settling qualities.

Heavy-duty export shipping preparations, verifying batch tags and container tie-down integrity for marine transit.

Preparing high-volume batches of Direct Dyes for long-haul overland and ocean logistics, meeting international maritime laws.

Verifying structural safety of IBC totes and drums containing concentrated liquid dye compounds prior to custom checks.

Export-ready packaging storage. We run strict loading inspections to prevent container breach or chemical contamination.
We firmly believe in building relationships with our clients based on trust and mutual benefit. We know that our customers' success is our success, so we are committed to providing quality services to meet their needs. Our dedicated customer support team is on hand to address any questions or concerns you may have. We value your feedback and strive to continuously improve our operations to serve you better. Our purpose is not just to supply dyes, but to be your trusted partner in achieving your business goals. By choosing us, you choose a partnership built on reliability, transparency and mutual success.
In a word, when choosing a dye factory with stable supply, high quality and excellent service, we are your best choice. With our attractive range of dyestuffs, coupled with our professional and customer-centric approach, we assure you that your decision to choose us as your preferred dyestuff factory will be a fruitful one. Contact us today and let's embark on a journey to success together.

Find technical answers regarding our chemical synthesis processes, eco-compliance metrics, and international export logistics.
Explore additional high-grade chemical colorants manufactured at our Chinese production facilities for export worldwide.

Our global business footprints are supported by secure packaging configurations, utilizing thick-wall HDPE drums, sealed IBC totes, and moisture-controlled kraft bags to prevent oxidation and clumping during sea transit. We maintain constant communications with international shipping agents to ensure cargo availability and clear logistics routes, preventing unforeseen supply chain gaps.
Backed by decades of chemical manufacturing experience, Tianjin Sunrise Chem Group guarantees reliable supply and excellent product properties. Partner with us today to receive customized dyestuff compounds tailored to your production requirements.